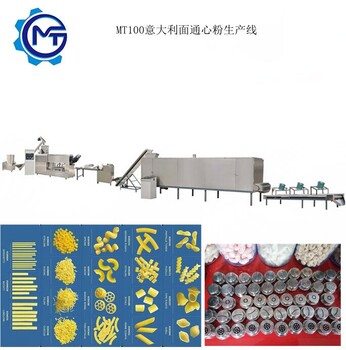








通心粉,意大利面单螺杆生产线



该生产线主要以面粉,淀粉等为原材料利用特的挤压成型工艺,生产市场行的形状各异的通心粉食品,该生产线设计合理,自动化程度高,挤压参数控制,主机配有高低压螺杆,增加了原材料的使用范围,降低了成本,改善了产品品质。主要产品有:螺旋、贝壳、圆管、方管、弯管等。
产品说明
2、原料:玉米淀粉、马铃薯淀粉、面粉等3、产品:通心粉、方管、圆管、贝壳、五角星等4、生产能力:100kg/h5、生产流程:原料混合→挤压熟化→整形切断→干燥→包装设备配置:拌粉机→单螺杆挤压机→输送切断机→冷却床→热风干燥机→包装机
6、机器材料:所有的机器都是不锈钢板材。
原料配方
主要原料为薯类或玉米淀粉、碎米和面粉。此外尚需添加少量固结剂,如氯化钙、碱类及干酵素等。淀粉质量要较好,面粉量好使用面筋含量较高的强力粉或中薄力粉,以增加粘结力。碎米可增加风味,降低米粒的透明度。
淀粉用量可为30~70%,但适宜用量为40~50%,面粉用量应占原料总用量的30%以上。佳配合率是薯类淀粉40%,薄力粉40%,碎米粉20%;或者薯类淀粉50%,强力粉30%,碎米粉20%。
制作方法
混合:根据配方数量,把原料和营养强化剂(每500克加维生素B127克、钙质6.5克、赖氨酸1克左右)投入混合机充分混合,并加入适量温水和少量食盐(0.2%),再充分搅拌,使面团含水率为35~37%。
制粒:用辊筒式压面机,将面团压成宽面带,然后送往带有米粒形状凹模的制粒机(制粒机有辊筒式和挤压式等多种,辊筒式制粒机米粒凹模的长径为0.8厘米,短径为0.3厘米。挤压式制粒机与螺旋式通心粉挤压成型机大体相同,物料经过挤压后,从模孔挤 出成型,但工艺参数复杂,技术要求高),在加压状态下把面带压成米粒,然后用分离机将米粒分离筛选,筛掉粉状物。
技术参数

生产工艺
制作通心面时和面的基本原理与加工方法与挂面相同,而成型的原理和方法与挂面完全不同。通心面是挤压成型的,其大优点是可以更换各种模具,挤压出空心或实心的圆形面条以及螺壳状、字母状、挂花状、车轮状等各种花色品种
。
工艺流程
①长通心面:长通心面生产工艺流程为:
原辅料→次和面→第二次和面→挤压成型→挂条→预烘干→主烘干→冷却切断→包装→产品
②短通心面(螺壳类):短通心面生产工艺流程为:
原辅料→次和面→第二次和面→挤压成型→烘干→冷却→包装→产品
主要工序操作要点
①和面:工艺要求和制作挂面基本相同。制作长通心面的两次和面时间共需20~30min。在第二次和面时,要在真空度0.079~0.086MPa下真空处理,排除面团中的空气,使挤压出来的面条组织更加紧密而不易断裂,改善产品外观,提高透明度,提高烹调性能。短通心面则不需抽真空。和面均用常温的自来水。
②挤压成型:把已经和好的面团通过挤压缸和挤模,挤压成各种形状的面条。挤压缸的工作压力一般为7.8~11.8MPa。面团在挤压过程中的温度好不要超过40~48℃。为了防止高压挤压导致面团升温过高,需要用冷却水冷却挤压缸,进水温度好为15℃,出水温度控制在34℃以内。
③烘干:长通心面也是悬挂干燥的。但由于成型方法和制品的形状和挂面不同,所以干燥方法也不同。的意大利通心面干燥技术概括为:“保持恒定的高湿度是产品质量的关键。”这和挂面的“保湿干燥”是一致的,是指每个干燥阶段的相对湿度是恒定的。意大利通心面干燥包括预干燥和主干燥


